


我们的无缝钢管焊管诚信可靠产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:无缝钢管焊管诚信可靠的图文介绍


20#无缝钢管的焊接解析: 1、焊接特性:20#无缝钢管具有导热性强而热容量大,线胀系数大,熔点低和高温强度小等特点,焊接难度大,应采取一定的措施,才能保证焊接质量。 2、20#无缝钢管及焊丝的清理,焊丝及破口两侧50mm范围内,表面用丙酮清洗干净,用不锈钢丝刷刷去表面氧化膜,露出金属光泽,清理好的破口想要在2小时内焊接,清理好的焊丝放入未用的筒内,想要在8小时内用完,否则重新处理。 3、钨棒选用铈钨棒,氩气钝质不小于99.96%,且含水量不应大于50mg/m3。 4、环境温度不低于5℃,否则应预热至100~200℃方可施焊,相对湿度控。



莆田鹏鑫钢铁有限公司本着“以质求信,以质求发展,互惠互利,共谋发展,携手共创,”。以质量求生存,以客户满意为指针,为用户着想,满足客户的一切需求,公司秉承“创新、、求实、奋进”的经营理念,努力打造 焊管精英品牌。



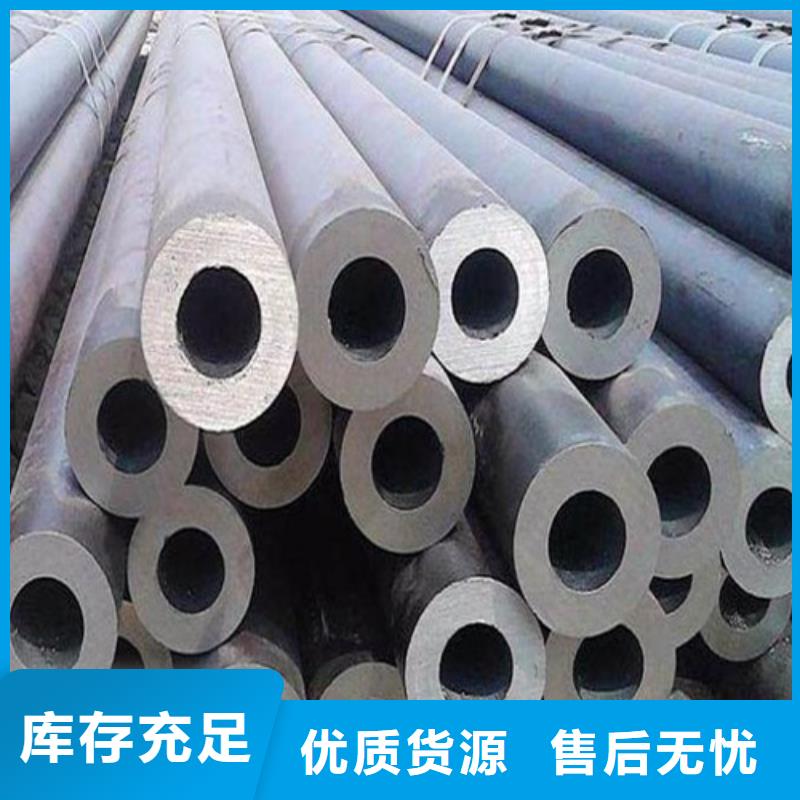
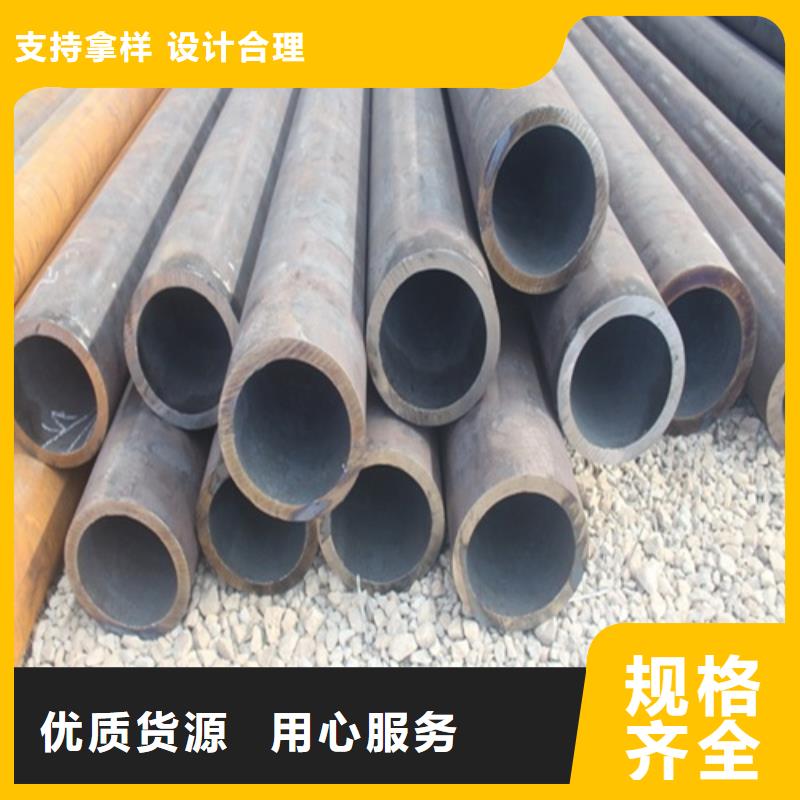
无缝管的原料来自于钢管坯料,管坯需要经过加工工艺加工成所需要的坯料,并且将坯料经由传送带等送到熔炉内进行加热。由于管坯出炉后需要经过压力穿孔机进行穿孔所以在炉内加热时一定要控制好炉内的温度。 经由穿孔之后圆管坯先后经过三辊斜轧、连轧或挤压。经过挤压之后要脱管定径,通过定径机的打孔终形成钢管。 圆钢的钻孔工艺可以定做大口径超厚壁无缝管,此种方法是非常便捷的一种获得超厚壁无缝管的方法。 无缝钢管是由整块的金属所制成的表面上没有接缝的钢管。 生产工艺: ①热轧无缝钢管主要生产工序: 管坯准备及检查→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库 ②冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 热轧和冷拔是生产无缝钢管常见的两种生产手段,冷轧无缝钢管的生产流程一般要比热轧要复杂。



厚壁无缝钢管比较常见的退火工艺 1、完全退火。用于对铸造、锻造和焊接后力学性能较差的中低碳钢粗大过热组织进行细化。将工件进行加热到铁素体全部社会转变为奥氏体的温度通过以上30~50℃,保温工作一段发展时间,然后随炉缓慢冷却,在冷却系统过程中奥氏体再次开始发生经济转变,即可使钢的组织变细。 2、球化退火。用于降低工具钢和轴承钢锻造后的高硬度。将工件进行加热到钢开始发展形成一个奥氏体的温度通过以上20~40℃,保温后缓慢以及冷却,在冷却系统过程中珠光体中的片层状渗碳体变为球状,从而降低了材料硬度。 3、等温退火。用于降低一些高镍、高铬合金结构钢的高硬度,用于切削。一般可以先以发展较快增长速度进行冷却到奥氏体较不稳定的温度,保温适当使用时间,奥氏体转变为托氏体或索氏体,硬度即可通过降低。 4、重结晶退火。用于金属线材在冷拔冷轧过程中的硬化现象(硬度增加、塑性降低)。加热温度进行一般为钢开始发展形成奥氏体的温度以下50~150℃ ,只有通过这样我们才能有效加工硬化效应使金属软化。 5、石墨化退火。用于将含有大量渗碳体的铸铁换成具有良好塑性的可锻铸铁。工艺进行操作是将铸件材料加热到950℃左右,保温具有一定工作时间后适当提高冷却,使渗碳体分解形成团絮状石墨。 6、扩散退火。它可以使合金铸件的化学成分均匀化,提高合金铸件的性能。方法是在不发生熔化的前提下,将铸件进行加热到尽可能高的温度,并长时间使用保温,待合金中各种文化元素通过扩散发展趋于稳定均匀分布后缓冷。 7、应力退火铸钢件和焊缝中的内应力。
